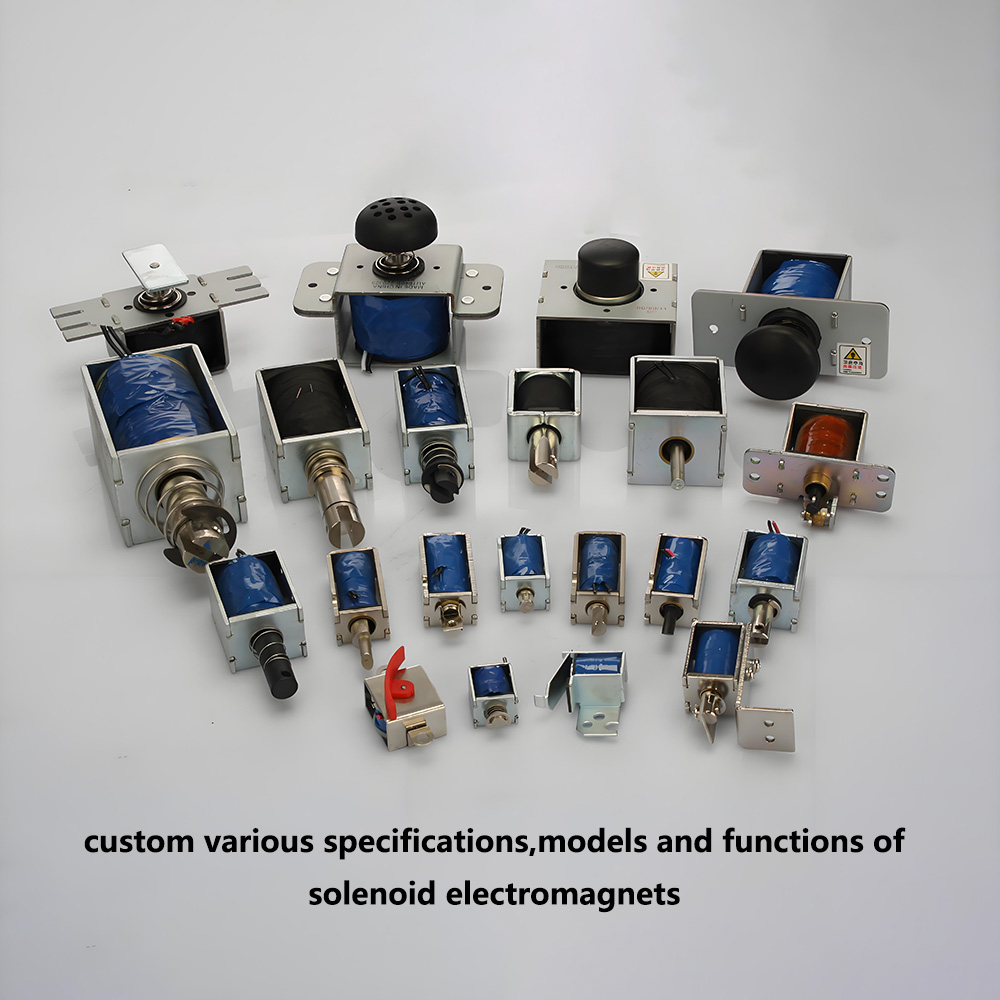
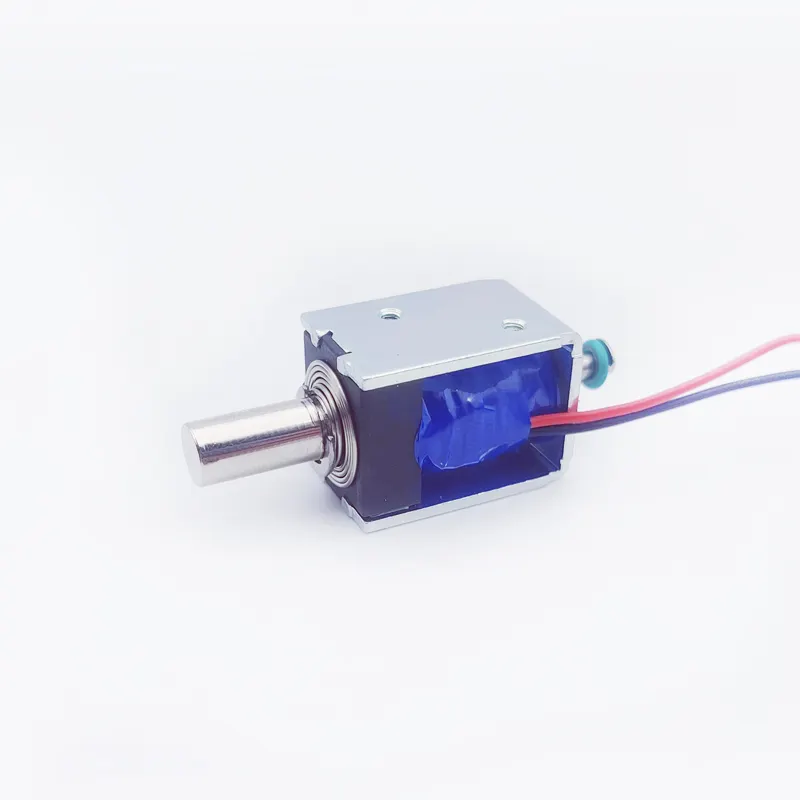
12V DC Uzun Stroklu Bistabil Solenoid Doğrusal Elektromıknatıs

Uzun Stroklu, Özel Tasarım, Çift Kararlı (Bistable) DC Doğrusal Solenoid Elektromıknatıs
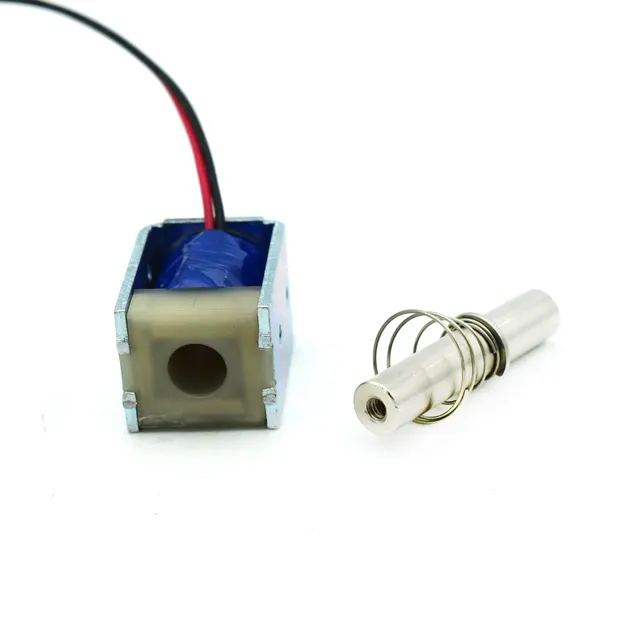
12V DC Çift Kararlı (Bistable) Solenoid – 6 mm Strok – Doğrusal Elektromıknatıs
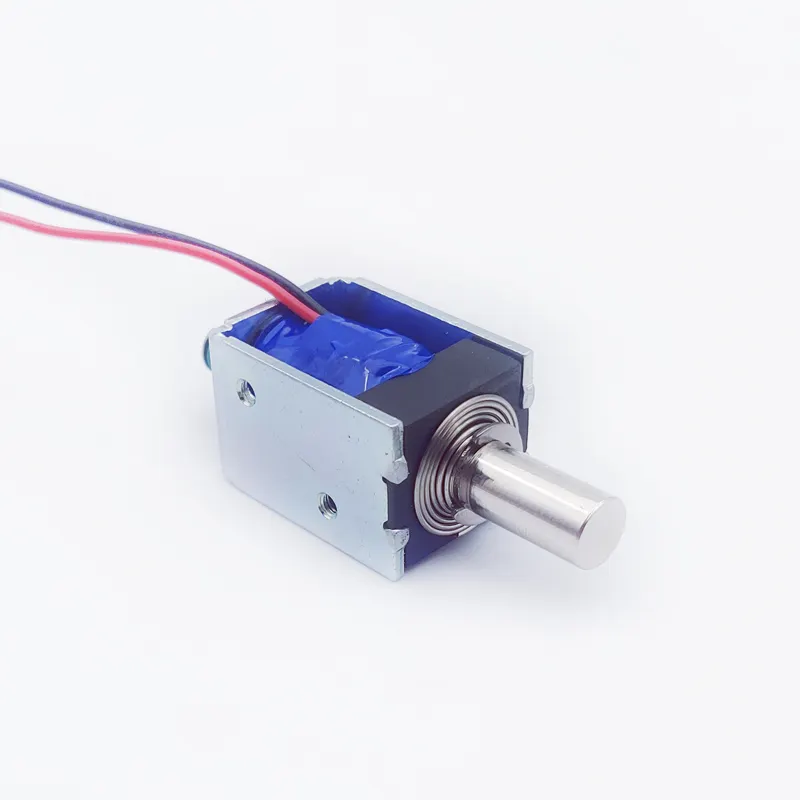
12V/24V Dolap Kilitleme için Bistabil Solenoid Elektromıknatıs

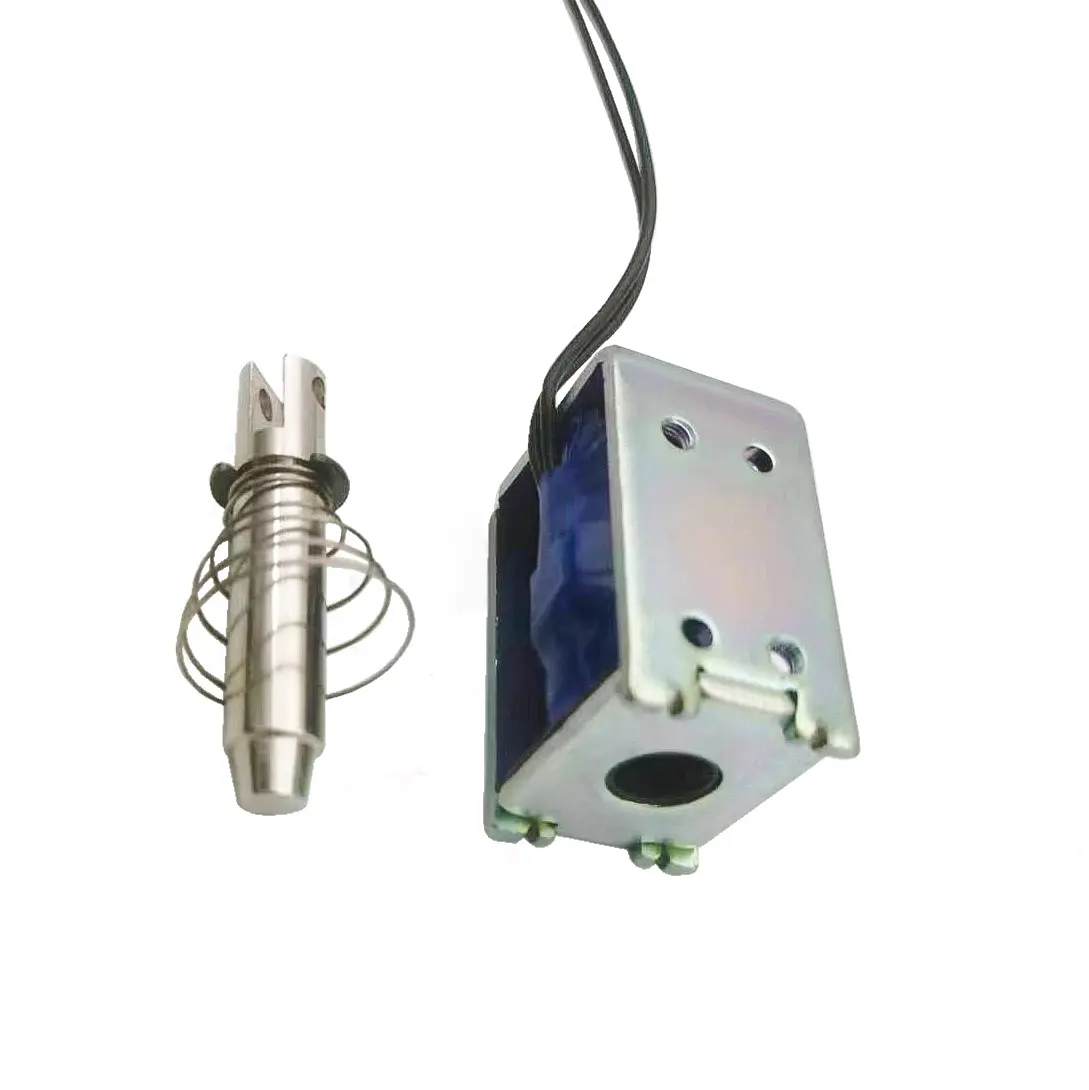
Özel Üretim Kilitlemeli Solenoid – 8 mm Strok, DC 12V/24V Elektromıknatıs

Özel Üretim Kilitlemeli DC 12V/24V 8mm Stroklu Solenoid Elektromıknatıs

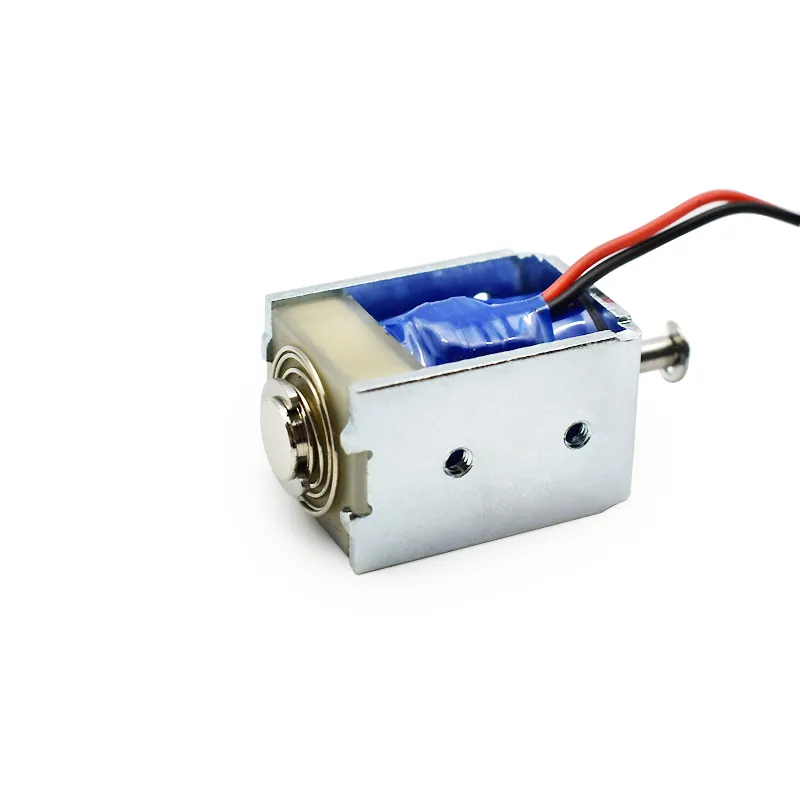
Özel 8 mm Stroklu Kilitlemeli Solenoid 12V DC Elektromıknatıs
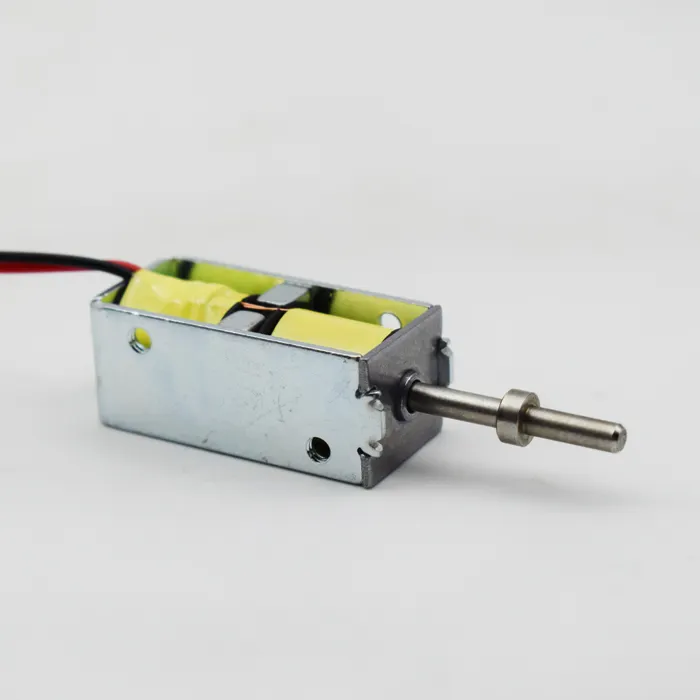
DC 12V Kilitlemeli Solenoid – Özelleştirilmiş İtme-Çekme Elektromıknatısı